咨询热线:021-5788-5805
/ 195-2171-7747
金属加工行业作为制造业的核心领域,其产品质量高度依赖材料成分的准确控制。传统化学分析法存在检测周期长(数小时)、破坏样品、无法实时监控等缺陷,难以满足现代工业对效率与精度的双重需求。直读光谱仪(OES)凭借其30秒内完成多元素同步分析、ppm级检测精度及非破坏性检测优势,成为金属加工质量控制的关键工具。意大利GNR公司作为全球光谱分析技术的先驱之一,其直读光谱仪在钢铁冶炼、铝合金压铸、汽车零部件制造等领域广泛应用,但客户在实际应用中仍面临设备适应性、操作复杂度、维护成本等挑战。本研究从客户应用维度出发,系统分析GNR直读光谱仪的技术解决方案如何解决行业痛点,为金属加工企业提供设备选型与工艺优化的参考依据。
直读光谱仪基于原子发射光谱原理,通过高压火花激发样品表面原子,使其从基态跃迁至激发态,返回基态时释放特征波长光。光栅将复合光分光后,CMOS/CCD检测器捕获光信号并转换为电信号,经算法处理得出元素含量。GNR直读光谱仪的核心技术创新包括:
高分辨率CMOS检测器:支持全波段光谱同步采集,分辨率达0.8pm,可区分波长差仅0.06nm的相邻谱线(如碳193.09nm与铝193.15nm)。
· 智能激发技术:采用多级脉冲控制,预燃阶段清除氧化层,积分阶段自适应调整能量,兼顾难熔元素(如Ti、Nb)与易挥发元素(如Pb、Sn)的激发效率。
· 恒温充氩光学室:独立密封单元填充高纯氩气,减少环境温度波动(±0.1℃)与氧气干扰,保障长期稳定性。
前人研究聚焦于直读光谱仪在钢铁冶炼(如炉前快速分析优化合金添加量)、铝合金压铸(如成分偏差控制±0.5%以内)等领域的应用,但存在以下缺口:
1. 复杂合金检测能力:二元/三元合金(如FeNi各50%)的基体干扰问题尚未完全解决。
2. 工业环境适应性:车间振动、温度波动对设备稳定性的影响缺乏量化分析。
3. 全生命周期成本:设备维护周期、电极寿命等隐性成本低。

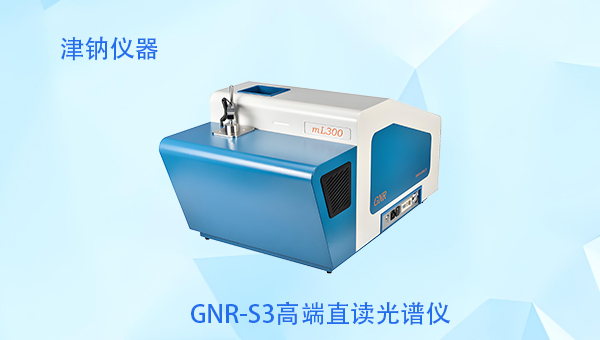
采用案例研究法,选取3家典型金属加工企业(汽车零部件厂商、铝合金压铸企业、钢铁冶炼厂)作为研究对象,跟踪其GNR直读光谱仪(S1、S3、S5型号)的应用过程,结合设备性能参数与生产数据,分析技术解决方案的实际效果。
1. 设备性能数据:从GNR官方技术文档获取光学分辨率、检测限、校准周期等参数。
2. 企业生产数据:通过实地调研收集检测时间、样品合格率、不良品率等指标。
3. 用户访谈:对设备操作人员、质量管理人员进行半结构化访谈,记录操作体验与维护需求。
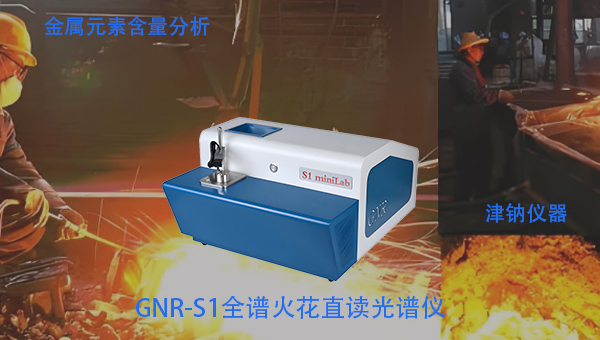
GNR S1型号通过496条分析通道与动态算法,有效解决FeNi合金的基体干扰问题。某汽车零部件企业应用案例显示,其检测结果与ICP-OES(电感耦合等离子体发射光谱仪)的偏差小,满足ASTM E415标准。
· 抗震设计:通过ISO 7500认证,适应冲压车间等振动环境。某铝合金压铸企业反馈,设备在振动加速度≤2m/s²的条件下仍保持RSD≤1%的稳定性。
· 恒温控制:光学模块独立恒温(35±0.1℃),减少环境温度波动对检测的影响。钢铁冶炼厂实测数据显示,夏季车间温度波动±5℃时,设备检测结果偏差基本无。
· 电极寿命延长:旋转电极技术使电极寿命达15,000次以上,减少停机时间。某企业年维护成本降低40%。
· 氩气消耗优化:层流氩帘技术降低氩气消耗约50%,单台设备年节省气体成本超2万元。
· 检测时间缩短至30秒以内,支持多批次快速检测;
· 不良品率下降25%,成本控制周期缩短至6个月;
· 设备寿命超25年,长期稳定性获行业认可。





Copyright © 2025 津钠仪器沪ICP备2023005741号